Как выбрать ленточную пилу - часть 2
 Параметры ленточной пилы для выбора
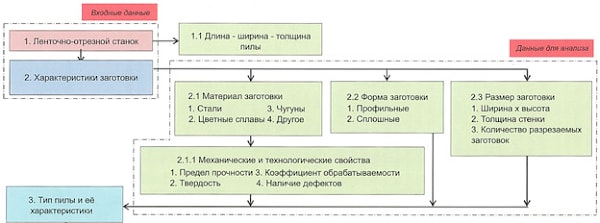
Параметры ленточной пилы для выбора В предыдущей статье мы постарались указать основные моменты, которые необходимо анализировать при выборе пилы. В данной статье разберем перечень информации для анализа из блок-схемы:
Блок 1.1 Длина – ширина – толщина пилы
Для каждой модели станка данные параметры являются постоянными на протяжении всего срока его эксплуатации. Они указаны в паспорте станка. Так для двухколонного станка МЕВА 335А длина ленты составляет 4400 мм, ширина 34 мм и толщина 1,1 мм.
Однако в некоторых случаях, например, при переточке шкивов длина пилы уменьшается и это необходимо учитывать при заказе. Дополнительно важно знать, что при изготовлении пилы есть допуск на длину для подбора шага, в среднем он составляет ±10 мм и компенсируется узлом натяжения пилы.
Для вертикальных станков параметры ширины и толщины ленты для одной модели могут изменяться. В паспорте станка они будут указаны диапазоном размеров: ширина 6-13 мм, толщина 0,65-0,9 мм.
Блок 2.1 Материал заготовки
Материал заготовки определяет какой тип пилы, с точки зрения материала режущей части, необходимо использовать: углеродистую сталь, быстрорежущую сталь (биметаллические пилы), твердый сплав, крошку твердого сплава, алмаза или кубического нитрида бора.
Углеродистые пилы на сегодняшний день используют для резки древесины, пищевых продуктов, пластика и др.
Для резки основных групп сталей и сплавов используются биметаллические ленточные пилы с материалом режущей кромки М42, М51 и М71.
При резке сталей и сплавов с твердостью свыше 35-40HRC, сплавов на основе титана и никеля используются твердосплавные ленточные пилы.
Для таких материалов как стекло, камень, стройматериалы, кремний, стекловолокно используются алмазные ленточные пилы.
Кроме того, для резки закаленных сталей появились пилы с крошкой из кубического нитрида бора.



Материал заготовки, кроме типа пилы, позволяет выбрать схему разводки пилы. Так, для труднообрабатываемых марок сталей и сплавов используется ступенчатая разводка. Она позволяет разделить снимаемый припуск между разведенными зубьями и снизить суммарную силу резания. Схематично данная разводка имеет следующий вид:

Блок 2.2 Форма заготовки
Форма заготовки определяет форму зуба ленточной пилы.
Для резки профильных заготовок (уголок, швеллер, двутавровая балка, тонкостенная труба и др.) используют ленточные пилы с передним углом 0° и +6°..+7°. В каталогах профиль зуба данных пил обозначают буквой S - стандартный с углом 0°, К-Х – усиленный крючок с углом +7° и P - профильный с углом +6°..+7°.
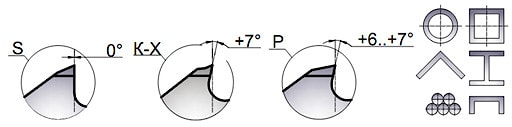
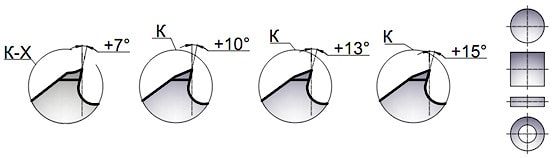
Для резки сплошных заготовок (круглый и прямоугольный прокат) и толстостенных труб используют ленточные пилы с положительным передним углом +7°, +10°, +13° и +15°. В каталогах профиль зуба данных пил обозначают буквой К-Х – усиленный крючок с углом +7°, K - крючок с углом +10°, +13° и +15°.
Из практики эксплуатации ленточных пил относительно формы зуба можно сформулировать несколько рекомендаций:
1) Стандартный зуб S лучше работает на профилях и при смешанной номенклатуре. На сплошных заготовках наблюдается небольшое увеличение нагрузки на пилу и снижение производительности.
2) Профильный зуб Р хорошо работает только на профилях. При смешанной номенклатуре или сплошных заготовках может произойти скол зубьев из-за малого объема межзубных впадин.
3) Усиленный крючок К-Х является наиболее универсальным, по сравнению с остальными формами зубьев. Он обладает положительным передним углом, усиленной спинкой и достаточным объемом межзубной впадины.
4) Зуб крючок К +10° хорошо работает на сплошных заготовках, толстостенных трубах и двутавровых балках. На профилях данный зуб работает хуже из-за ударных нагрузок, однако при уменьшении производительности это допускается.
5) Зуб крючок К +13° и +15° хорошо работает на сплошных заготовках. Из-за большого значения переднего угла зуб плохо воспринимает ударные нагрузки и не используется для резки профилей.
6) На твердых сплошных заготовках лучше работает зуб К +10°. Вязкие труднообрабатываемые сплошные заготовки напротив эффективнее обрабатываются зубом К +13° и +15°.
Под конкретную форму заготовки, кроме формы зуба, подбирается и схема разводки пилы. Так, для тонкостенных профилей и сэндвич-панелей используют пилы с волновой разводкой. Это позволяет снизить шум и вибрации, а также повысить качество реза. Схематично волновая разводка имеет вид.

Блок 2.3 Размер заготовки
Размер заготовки определяет шаг ленточной пилы.
Основной принцип при выборе шага – количество зубьев, одновременно находящихся в теле заготовки. Минимальное значение составляет 3 шт., максимальное – 24 шт., оптимально - 6-12 шт.
Выбор шага осуществляется по специальным таблицам на основании габаритных размеров заготовок. Для сплошных заготовок используется диаметр или ширина, для профильных заготовок – диаметр или ширина и толщина стенки.
При резке сплошных заготовок «пакетом», шаг ленточной пилы необходимо подбирать в зависимости от суммарной ширины реза, высота пакета не учитывается.
При резке профильных заготовок «пакетом», шаг ленточной пилы необходимо подбирать в зависимости от суммарной ширины реза и удвоенной стенки, высота пакета не учитывается.
Блок 2.1.1 Механические и технологические свойства
Данные свойства определяют тип пилы, форму зуба, шаг.
Из практики эксплуатации ленточных пил относительно механических и технологических свойств можно сформулировать несколько рекомендаций:
1. Для материалов с твердостью выше 35-40 HRC целесообразно использовать твердосплавные пилы, т.к. стойкость биметаллических пил будет крайне низкой.
2. Для сталей с пределом прочности при растяжении свыше 1000 Н/мм2 вместо М42 целесообразно использовать пилы с режущей кромкой М51 и М71.
3. Коэффициент обрабатываемости сталей и сплавов позволяет спрогнозировать ресурс работы и эффективность твердосплавной и биметаллической пилы.
4. Дефект в виде внутренних напряжений в материале заготовки требует использования пил с увеличенной разводкой.
5. Дефект в виде пятнистой твердости требует применения биметаллической пилы с режущей кромкой М51 и М71 или твердосплавной пилы.
6. Дефекты в виде окалины или твердых неметаллических включений на поверхности необходимо удалять путем проточки или зашлифовки в месте врезания пилы.
Данной статьёй мы постарались указать влияние исходных данных на выбор типа пилы и её геометрические параметры. Этот вопрос достаточно сложный и требует ответственного подхода. Компания ВИ-МЕНС по традиции оказывает профессиональную поддержку при выборе оптимального типа инструмента для каждого конкретного Клиента.
Для более подробной информации обращаться по телефону +7 (495) 668-10-72 - доб. 4 инженер-технолог Густяков Павел Вадимович.
Если вас заинтересовала данная информация, вы можете:
Позвонить:
Ещё из раздела СПРАВОЧНЫЕ МАТЕРИАЛЫ

Обрабатываемость материала Тип материала, твердость и профиль заготовки будут влиять на обрабатываемость. Обрабатываемость обычно оценивается в процентах от 0 до 100%. 100% - это легко обрабатываемый материал, например, автоматная сталь или сталь ...

При рассмотрении технологий порезки заготовок при помощи ленточных пил необходимо также обратить внимание на следующие основные термины: Скорость пиления для ленточных пил. Под скоростью пиления для ленточных пил понимается линейная скорость ...

Выбор необходимого полотна Перед обсуждением того, какое полотно необходимо выбрать, следует определить для себя один момент: в конечном счете, на всех полотнах проявляются элементы усталости и все полотна рано или поздно ломаются. Полотно ...

Начало статьи Хотя применение ленточных пил в производстве мебели имеет длинную историю, применение ленточных пил в современных технологиях высокотехнологичного производства палеттной древесины наблюдается с 1990 года. Использование ленточных пил на ...

При установке новой ленточной пилы на отрезной станок пила должна пройти период приработки. Эта операция необходима для последующей стабильной эксплуатации ленточной пилы. Приработка пилы также позволяет получить ожидаемую среднюю стойкость с ...


При использовании биметаллических ленточных пил во время обработки заготовок большого поперечного сечения увеличивается производительность и стойкость инструмента. В металлообрабатывающей промышленности уже давно мечтают о том, чтобы улучшить ...

Первым производственным шагом в механообработке в процессе изготовления продукции зачастую является получение заготовок с помощью ленточного пиления. Это отрезка (раскрой) исходного сырья на требуемые мерные куски. Поскольку для обеспечения ...

Под стойкостью режущего инструмента в металлообработке понимается время непрерывной работы инструмента от переточки до переточки либо до выхода из строя. В ленточном пилении стойкость ленточного полотна оценивается по общему количеству отрезанного ...

Существуют следующие виды материалов, из которых изготавливаются ленточные пилы Wikus: - инструментальные стали (« пилы из инструментальных сталей »); - быстрорежущие стали (« биметаллические пилы »); - твердый сплав (« твердосплавные пилы »); - ...

Основные термины и определения в ленточном пилении : скорость резания, производительность, подача СКОРОСТЬ РЕЗАНИЯ [V] – это путь точки режущего лезвия инструмента относительно заготовки в направлении главного движения в единицу времени. ...

Правильная приработка полотна гарантирует продолжительный срок службы ленточного полотна 1. У режущей кромки нового полотна очень малый радиус кромки. 2. После правильной приработки возникает оптимально скругленная режущая кромка. 3. Повышенная ...

