Резка жаропрочных сплавов ленточными пилами
Жаропрочные сплавы — металлические материалы, обладающие высоким сопротивлением пластической деформации и разрушению при действии высоких температур и окислительных сред.
Жаропрочные сплавы могут быть на алюминиевой, титановой, железной, медной, кобальтовой и никелевой основах.
В данной статье рассмотрим жаропрочные деформируемые сплавы на железоникелевой и никелевой основах.
В предыдущей статье мы рассмотрели ряд физико-механических свойств нержавеющих сталей, обуславливающих их технологические свойства по обрабатываемости резанием.
Данные свойства характерны и для никелевых сплавов, перечислим их:
1. Заклинивание пилы в материале заготовки из-за внутренних напряжений. Есть несколько способов снизить вероятность заклинивания пилы, первый – это использования твердосплавных ленточных пил с разводкой. Пилы с разводкой создают канал пропила большей ширины, чем пилы без разводки. Однако данный способ помогает лишь частично. Второй способ – использование распорных клиньев, вставляемых в канал пропила в момент, когда пила погрузилась в заготовку на всю ширину. Данный способ является наиболее эффективным, однако требует соблюдения требований безопасности, т.к. есть вероятность выталкивания клина из канала пропила по случайной траектории.
2. Надлом или смещение заготовки в конце реза. Если станок не имеет второй пары тисков, удерживающих отрезаемую заготовку, то в конце реза может произойти ее поворот или надлом, что приводит к поломке секции зубьев и значительно снижает стойкость пилы. Это происходит из-за высокой прочности отрезаемого материала. В самом конце реза, когда остается 2-3 мм до выхода пилы из заготовки, резко сокращается ширина пиления. Имея большое расстояние между зубьями, происходит «закусывание» и поломка твердосплавных пластин.
3. Налипание стружки на зубья пилы. Связано с высокой температурой, сконцентрированной на режущих кромках, что приводит к привариванию стружки к передней поверхности зубьев. Это обуславливает невозможность самопроизвольного отделения или смыва стружки потоком СОЖ. Поэтому на станке необходимо наличие приводной щетки очистки стружки.
4. Высокие силы резания. Вызваны высоким упрочнением материала в процессе резания. Это обуславливает ряд требований, таких как: 1) привод главного движения соответствующей мощности, не менее 2,5 кВт на 100 мм ширины пропила; 2) сохранение крутящего момента при низких скоростях вращения шкивов; 3) наличие устройства обеспечения регулируемого усилия подачи на пилу, что обеспечить неизменность подачи при росте нагрузки.
5. Труднодоступность СОЖ при резании крупногабаритных заготовок. Данная проблема характерна не только для никелевых сплавов, однако именно для них оказываемое влияние наиболее критично. Это связано, как мы упоминали ранее, с низкой теплопроводностью материала, что требует хорошего охлаждения в зоне резания. В связи с этим количество СОЖ, подаваемого в пропил должно быть максимально возможным. При этом концентрация должна быть >15%. Высокая концентрация кроме охлаждающих и смазывающих свойств обладает лучшей налипаемостью на поверхности пилы, что заносит эмульсию в канал пропила.
6. Наличие наружного слоя: деформированного; после литья; после шлифовки.
Деформированная заготовки после штамповки имеют упрочненный поверхностный слой, ухудшающий обрабатываемость резанием. Это требует корректировки режимов резания при врезании и на выходе из заготовки.

Литые поверхности имеют корку с неметаллическими включениями, которые обладают абразивным изнашивающим воздействием и резко снижают стойкость инструмента.
Способом удаления литой корки является обдирочное шлифование. Поверхность после такой обработки может иметь включения шлифовальных абразивов, что так же влияет на стойкость ленточной пилы.
7. Недостаточная жесткость пильной рамы и узла подачи способствует возникновению вибраций, которые могут привести к сколу твердосплавных режущих элементов.
8. Наличие внутренних дефектов.
Внутренние дефекты слитков могут быть в виде различной формы пор и пустот. Их наличие не существенно сказывается на стойкость режущего инструмента. Однако отрезка усадочной раковины слитка может иметь трудности, связанные с неоднородностью материала и ухудшением его обрабатываемости.
Кроме вышеуказанного, к особенностям резки жаропрочных сплавов нужно отнести стружкообразование. У новой ленточной пилы и пилы в состоянии естественного износа образуется непрерывная сливная стружка, серебристого цвета в виде спиралей различного диаметра и длины в зависимости от размера заготовки, марки материала, геометрии инструмента и режимов резания.
Вид стружки сплава ЭП718 Ø250 мм – пила острая
При наступлении критического износа инструмента внешний вид стружки меняется, причем в 2 этапа. На первом этапе образуется тонкая серебристого цвета стружка в виде умеренно упругих спиралей с высокой шероховатостью и/или прерывистой поверхностью. Пилой при этом еще можно работать.
Вид стружки сплава ЭП718 Ø250 мм – 1 этап критического износа
На втором этапе образуется тонкая, элементная серебристого цвета стружка.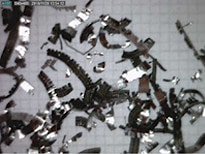
Вид стружки сплава ЭП718 Ø250 мм – 2 этап критического износа
При достижении 2 этапа требуется заменить пилу, т.к. возникает вероятность получить заготовку со следующими отклонениями: низким качеством поверхности реза; с наличием волнистости; с отклонением от перпендикулярности пропила. Кроме этого может произойти поломка пилы в резе. Это чревато тем, что в резе останутся сколотые твердосплавные пластинки, которые повредят новую пилу, что требует начала нового реза.
В данной статье мы постарались коснуться некоторых очень важных аспектов, которые нужно учитывать при резании жаропрочных сплавов. Компания ВИ-МЕНС по традиции оказывает профессиональную поддержку для решения задач каждого конкретного Клиента, начиная от выбора ленточно-отрезного станка и ленточной пилы, и заканчиваю подборов режимов резания и отработки технологии пиления конкретной заготовки.
Для более подробной информации обращаться по телефону +7 (495) 668-10-72 - доб. 4 инженер-технолог Густяков Павел Вадимович.
Жаропрочные сплавы могут быть на алюминиевой, титановой, железной, медной, кобальтовой и никелевой основах.
В данной статье рассмотрим жаропрочные деформируемые сплавы на железоникелевой и никелевой основах.
В предыдущей статье мы рассмотрели ряд физико-механических свойств нержавеющих сталей, обуславливающих их технологические свойства по обрабатываемости резанием.
Данные свойства характерны и для никелевых сплавов, перечислим их:
- Высокое упрочнение материала в процессе деформации резанием.
- Малая теплопроводность обрабатываемого материала.
- Способность сохранить исходную прочность и твердость при повышенных температурах.
- Большая истирающая способность жаропрочных и нержавеющих сталей и сплавов.
- Пониженная виброустойчивость движения резания.
1. Заклинивание пилы в материале заготовки из-за внутренних напряжений. Есть несколько способов снизить вероятность заклинивания пилы, первый – это использования твердосплавных ленточных пил с разводкой. Пилы с разводкой создают канал пропила большей ширины, чем пилы без разводки. Однако данный способ помогает лишь частично. Второй способ – использование распорных клиньев, вставляемых в канал пропила в момент, когда пила погрузилась в заготовку на всю ширину. Данный способ является наиболее эффективным, однако требует соблюдения требований безопасности, т.к. есть вероятность выталкивания клина из канала пропила по случайной траектории.
2. Надлом или смещение заготовки в конце реза. Если станок не имеет второй пары тисков, удерживающих отрезаемую заготовку, то в конце реза может произойти ее поворот или надлом, что приводит к поломке секции зубьев и значительно снижает стойкость пилы. Это происходит из-за высокой прочности отрезаемого материала. В самом конце реза, когда остается 2-3 мм до выхода пилы из заготовки, резко сокращается ширина пиления. Имея большое расстояние между зубьями, происходит «закусывание» и поломка твердосплавных пластин.
3. Налипание стружки на зубья пилы. Связано с высокой температурой, сконцентрированной на режущих кромках, что приводит к привариванию стружки к передней поверхности зубьев. Это обуславливает невозможность самопроизвольного отделения или смыва стружки потоком СОЖ. Поэтому на станке необходимо наличие приводной щетки очистки стружки.
4. Высокие силы резания. Вызваны высоким упрочнением материала в процессе резания. Это обуславливает ряд требований, таких как: 1) привод главного движения соответствующей мощности, не менее 2,5 кВт на 100 мм ширины пропила; 2) сохранение крутящего момента при низких скоростях вращения шкивов; 3) наличие устройства обеспечения регулируемого усилия подачи на пилу, что обеспечить неизменность подачи при росте нагрузки.
5. Труднодоступность СОЖ при резании крупногабаритных заготовок. Данная проблема характерна не только для никелевых сплавов, однако именно для них оказываемое влияние наиболее критично. Это связано, как мы упоминали ранее, с низкой теплопроводностью материала, что требует хорошего охлаждения в зоне резания. В связи с этим количество СОЖ, подаваемого в пропил должно быть максимально возможным. При этом концентрация должна быть >15%. Высокая концентрация кроме охлаждающих и смазывающих свойств обладает лучшей налипаемостью на поверхности пилы, что заносит эмульсию в канал пропила.
6. Наличие наружного слоя: деформированного; после литья; после шлифовки.
Деформированная заготовки после штамповки имеют упрочненный поверхностный слой, ухудшающий обрабатываемость резанием. Это требует корректировки режимов резания при врезании и на выходе из заготовки.
Литые поверхности имеют корку с неметаллическими включениями, которые обладают абразивным изнашивающим воздействием и резко снижают стойкость инструмента.
Способом удаления литой корки является обдирочное шлифование. Поверхность после такой обработки может иметь включения шлифовальных абразивов, что так же влияет на стойкость ленточной пилы.
7. Недостаточная жесткость пильной рамы и узла подачи способствует возникновению вибраций, которые могут привести к сколу твердосплавных режущих элементов.
8. Наличие внутренних дефектов.
Внутренние дефекты слитков могут быть в виде различной формы пор и пустот. Их наличие не существенно сказывается на стойкость режущего инструмента. Однако отрезка усадочной раковины слитка может иметь трудности, связанные с неоднородностью материала и ухудшением его обрабатываемости.
Кроме вышеуказанного, к особенностям резки жаропрочных сплавов нужно отнести стружкообразование. У новой ленточной пилы и пилы в состоянии естественного износа образуется непрерывная сливная стружка, серебристого цвета в виде спиралей различного диаметра и длины в зависимости от размера заготовки, марки материала, геометрии инструмента и режимов резания.
При наступлении критического износа инструмента внешний вид стружки меняется, причем в 2 этапа. На первом этапе образуется тонкая серебристого цвета стружка в виде умеренно упругих спиралей с высокой шероховатостью и/или прерывистой поверхностью. Пилой при этом еще можно работать.
На втором этапе образуется тонкая, элементная серебристого цвета стружка.
При достижении 2 этапа требуется заменить пилу, т.к. возникает вероятность получить заготовку со следующими отклонениями: низким качеством поверхности реза; с наличием волнистости; с отклонением от перпендикулярности пропила. Кроме этого может произойти поломка пилы в резе. Это чревато тем, что в резе останутся сколотые твердосплавные пластинки, которые повредят новую пилу, что требует начала нового реза.
В данной статье мы постарались коснуться некоторых очень важных аспектов, которые нужно учитывать при резании жаропрочных сплавов. Компания ВИ-МЕНС по традиции оказывает профессиональную поддержку для решения задач каждого конкретного Клиента, начиная от выбора ленточно-отрезного станка и ленточной пилы, и заканчиваю подборов режимов резания и отработки технологии пиления конкретной заготовки.
Для более подробной информации обращаться по телефону +7 (495) 668-10-72 - доб. 4 инженер-технолог Густяков Павел Вадимович.
Если вас заинтересовала данная информация, вы можете:
Позвонить:
Ещё из раздела СПРАВОЧНЫЕ МАТЕРИАЛЫ

Последовательность действий при выборе ленточных пил 1. Модель станка. От модели станка зависят : – Длина петли ленточной пилы. Например, длина, ширина и толщина ленточного полотна соответственно 5500 х 34 х 1,1 мм. Номинальный размер длины пилы, ...

Твердосплавные ленточные пилы WIKUS выпускаются с различными геометрическими параметрами зубьев. Полная гамма производственной программы твердосплавных ленточных пил включает в себя пилы с разводкой, пилы со специальной заточкой, пилы с ...

Одним из факторов, влияющих на нормальную работу ленточной пилы, является усилие натяжения. Натяжение обеспечивается ведомым шкивом, продольное перемещение которого, выполняет узел натяжения. Узел натяжения, в зависимости от модели ...

Стандартный зуб (S) Передний угол = 0°, для резки: материалов, образующих короткую стружку; сталей с высоким содержанием углерода; инструментальных сталей и чугунов; заготовок с малыми сечениями тонкостенных профилей. Профильный зуб (Р) Передний ...

Для выбора алмазные ленточных пил WIKUS рекомендуется применять представленную таблицу. Если Вам необходима более детальная информация, просим обращаться за консультациями к нашим специалистам. Вид ленточного полотна Алмаз Артикулы Diagrit K 570 ...

Под шагом подразумевается количество зубьев на один дюйм (tpi). 1 дюйм = 25,4 мм. Различают постоянный шаг с одинаковым расстоянием между зубьями и переменный шаг с изменяющимся расстоянием между зубьями внутри одного межзубного интервала. ...

Благодаря разводке, при которой зубья выступают направо и налево относительно плоскости полотна, создается канал свободного резания ленточной пилы. Стандартная разводка (SD) Данный вид разводки универсален и применяется на всех заготовках (сталь, ...

1. Длина ленточного полотна Размер полотна зависит от применяемого ленточнопильного станка . Сведения о длине полотна для различных станков можно найти в последней части нашего каталога или в документации на станок. 2. Ширина полотна На ...

С января 2011 года компания Pedax, известный производитель оборудования для обработки стальной арматуры железобетона, и компания Arm-Tec, производитель станков Spinmaster, объединили усилия для создания мощной команды для продвижения и продаж по ...

Подвижные станки для резки арматуры для предприятий, специализирующихся на гибке арматуры, и заводов сборных железобетонных конструкций В основе почти всех предприятий Германии, занимающихся гибкой металла, лежит стандартная модель. Это связано с ...

Скоростные правильно-отрезные станки для арматурной стали дают дополнительную гибкость и коренным образом снижают нагрузку на линии резки прутковой арматуры. Благодаря этому, предприятия более оперативно реагируют на ситуацию и получают увеличение ...

Ленточные пилы VI-MENS выпускаются с различными типами режущей кромки, разводки, геометрических параметров зубьев для получения максимально высоких показателей в обработке материалов заготовок. Для облегчения выбора типа ленточных пил, в зависимости ...

