Отклонение от перпендикулярности ленточных пил
В предыдущей статье мы рассмотрели такие наиболее распространенные поломки ленточных пил, как разрыв и сколы зубьев. Теперь остановимся на таком вопросе как отклонение от перпендикулярности пилы при резании, проще говоря «косине».
Начнем с того, что увод от перпендикулярности является естественным процессом по мере износа режущих кромок зубьев пилы. Когда пила изнашивается, ее начинает уводить в сторону. Мы же рассмотрим случай, когда после непродолжительного времени работы начинает «косить» новая пила.
«Косина» может иметь разный внешний вид. Классифицируем эти виды в соответствии с предложенной ниже схемой: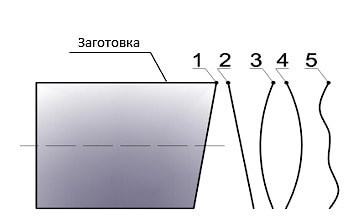
Сразу отметим, что увод на первых резах может быть связан и с качеством самой пилы, а именно, несимметричностью разводки или наличием дефектов режущих кромок. Определить это можно путем осмотра зубьев и измерения величины разводки.
К другим причинам, не связанным с качеством инструмента, из нашего практического опыта, отнесем:
1. Зазоры в блоках направляющих (вид косины №1 и 2).
Чем больше зазор в блоках направляющих, тем больше будет величина увода. Причем новая пила будет резать более или менее ровно, но постепенно увод начнет быстро увеличиваться. Напомним, что суммарный зазор между пилой и направляющими пластинами должен быть не более 0,05 мм. По мере работы станка, направляющие элементы будут изнашиваться, поэтому периодически необходимо осуществлять контроль и подналадку.
2. Положение пилы относительно базовой поверхности стола и заготовки (вид косины №1 и 2).
Следует понимать, что изначально пила должна находиться под углом 900 по отношению к оси заготовке, как в вертикальной, так и в горизонтальной плоскостях. При наличии угла наклона пилы или поворота рамы, рез не будет перпендикулярным. Чтобы добиться перпендикулярности необходимо произвести регулировку блоков направляющих и (или) рамы станка.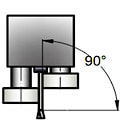
3. Низкое натяжение (вид косины №1, 2, 3 и 4).
Низкое натяжение приводит к тому, что пила не получает достаточной жесткости и при возникновении больших усилия резания (характерно для больших размеров заготовок или пакетной резки) пилу уводит.
Усилие натяжения зависит от ширины и толщины ленточной пилы и контролируется с использованием тензометра.
4. Несоответствие шага зуба (вид косины №3 и 4).
Если шаг зуба меньше рекомендуемого значения, происходит переполнение межзубных впадин стружкой и создаются усилия, которые отклоняют ленту в сторону меньшего сопротивления. Шаг необходимо выбирать по специальным таблицам в зависимости от формы и размера заготовок.
Так же частично помогает правило – если шаг меньше рекомендуемого, можно снизить подучу или увеличить скорость резания. Необходимо помнить, что манипуляции с режимами резания в данном случае должны производится в пределах допустимых значений. Особенно это касается скорости резания, т.к. сильное ее увеличение приводит к росту нагрева зубьев и их ускоренному износу.
Для примера приведем фото стружки, которая формируется в недостаточном объеме межзубной впадины. Стружка получается сильно сжатой и кроме увода может привести к поломке зубьев.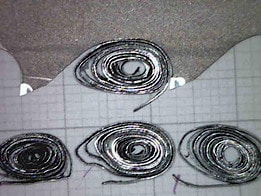
5. Неправильное положение направляющих стоек (вид косины №3 и 4).
Для большинства ленточно-отрезных станков характерно наличие в конструкции двух стоек направляющих, причем одна делается неподвижной (ближайшая к редуктору), а вторая выполняется подвижной. Это позволяет при резке различных по размеру заготовок подвижную направляющую размещать как можно ближе к заготовке. Чем дальше направляющая от заготовки, тем ниже жесткость ленты.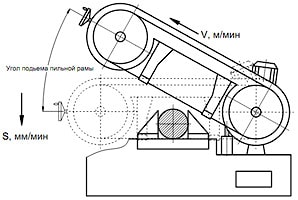
6. Несоответствие режимов резания (вид косины №5).
В данном случае чаще всего получается «волнистый» рез. Следует произвести проверку и корректировку скорости и подачи в соответствии с рекомендациями производителя ленточных пил.
Так же следует помнить, что материал заготовки может иметь отклонения в виде завышенной твердости или разнородности структуры. В этом случае, режимы резания также придётся скорректировать (сделать меньше). Здесь очень важен опыт и квалификация оператора ленточно-отрезного станка, задача которого подобрать оптимальный режим, при котором будут обеспечены прямой рез, стойкость и производительность инструмента.
В вопросе подборов режимов резания Вам поможет информация нашей предыдущей статьи - Режимы резания в ленточном пилении
В данной статье мы коснулись нескольких основных причин отклонения от перпендикулярности биметаллических ленточных пил. Имея своих технических специалистов с собственным опытом пиления, а также возможность технической поддержки от мирового производителя ленточного полотна WIKUS, Германия, компания «ВИ-МЕНС», по традиции, оказывает профессиональную поддержку своим Заказчикам в виде консультаций или полноценного технического аудита для решения каждой конкретной задачи.
Начнем с того, что увод от перпендикулярности является естественным процессом по мере износа режущих кромок зубьев пилы. Когда пила изнашивается, ее начинает уводить в сторону. Мы же рассмотрим случай, когда после непродолжительного времени работы начинает «косить» новая пила.
«Косина» может иметь разный внешний вид. Классифицируем эти виды в соответствии с предложенной ниже схемой:
Сразу отметим, что увод на первых резах может быть связан и с качеством самой пилы, а именно, несимметричностью разводки или наличием дефектов режущих кромок. Определить это можно путем осмотра зубьев и измерения величины разводки.
К другим причинам, не связанным с качеством инструмента, из нашего практического опыта, отнесем:
1. Зазоры в блоках направляющих (вид косины №1 и 2).
Чем больше зазор в блоках направляющих, тем больше будет величина увода. Причем новая пила будет резать более или менее ровно, но постепенно увод начнет быстро увеличиваться. Напомним, что суммарный зазор между пилой и направляющими пластинами должен быть не более 0,05 мм. По мере работы станка, направляющие элементы будут изнашиваться, поэтому периодически необходимо осуществлять контроль и подналадку.
2. Положение пилы относительно базовой поверхности стола и заготовки (вид косины №1 и 2).
Следует понимать, что изначально пила должна находиться под углом 900 по отношению к оси заготовке, как в вертикальной, так и в горизонтальной плоскостях. При наличии угла наклона пилы или поворота рамы, рез не будет перпендикулярным. Чтобы добиться перпендикулярности необходимо произвести регулировку блоков направляющих и (или) рамы станка.
3. Низкое натяжение (вид косины №1, 2, 3 и 4).
Низкое натяжение приводит к тому, что пила не получает достаточной жесткости и при возникновении больших усилия резания (характерно для больших размеров заготовок или пакетной резки) пилу уводит.
Усилие натяжения зависит от ширины и толщины ленточной пилы и контролируется с использованием тензометра.
4. Несоответствие шага зуба (вид косины №3 и 4).
Если шаг зуба меньше рекомендуемого значения, происходит переполнение межзубных впадин стружкой и создаются усилия, которые отклоняют ленту в сторону меньшего сопротивления. Шаг необходимо выбирать по специальным таблицам в зависимости от формы и размера заготовок.
Так же частично помогает правило – если шаг меньше рекомендуемого, можно снизить подучу или увеличить скорость резания. Необходимо помнить, что манипуляции с режимами резания в данном случае должны производится в пределах допустимых значений. Особенно это касается скорости резания, т.к. сильное ее увеличение приводит к росту нагрева зубьев и их ускоренному износу.
Для примера приведем фото стружки, которая формируется в недостаточном объеме межзубной впадины. Стружка получается сильно сжатой и кроме увода может привести к поломке зубьев.
5. Неправильное положение направляющих стоек (вид косины №3 и 4).
Для большинства ленточно-отрезных станков характерно наличие в конструкции двух стоек направляющих, причем одна делается неподвижной (ближайшая к редуктору), а вторая выполняется подвижной. Это позволяет при резке различных по размеру заготовок подвижную направляющую размещать как можно ближе к заготовке. Чем дальше направляющая от заготовки, тем ниже жесткость ленты.
6. Несоответствие режимов резания (вид косины №5).
В данном случае чаще всего получается «волнистый» рез. Следует произвести проверку и корректировку скорости и подачи в соответствии с рекомендациями производителя ленточных пил.
Так же следует помнить, что материал заготовки может иметь отклонения в виде завышенной твердости или разнородности структуры. В этом случае, режимы резания также придётся скорректировать (сделать меньше). Здесь очень важен опыт и квалификация оператора ленточно-отрезного станка, задача которого подобрать оптимальный режим, при котором будут обеспечены прямой рез, стойкость и производительность инструмента.
В вопросе подборов режимов резания Вам поможет информация нашей предыдущей статьи - Режимы резания в ленточном пилении
В данной статье мы коснулись нескольких основных причин отклонения от перпендикулярности биметаллических ленточных пил. Имея своих технических специалистов с собственным опытом пиления, а также возможность технической поддержки от мирового производителя ленточного полотна WIKUS, Германия, компания «ВИ-МЕНС», по традиции, оказывает профессиональную поддержку своим Заказчикам в виде консультаций или полноценного технического аудита для решения каждой конкретной задачи.
Если вас заинтересовала данная информация, вы можете:
Позвонить:
Ещё из раздела СПРАВОЧНЫЕ МАТЕРИАЛЫ

Правильная приработка полотна гарантирует продолжительный срок службы ленточного полотна 1. У режущей кромки нового полотна очень малый радиус кромки. 2. После правильной приработки возникает оптимально скругленная режущая кромка. 3. Повышенная ...

Последовательность действий при выборе ленточных пил 1. Модель станка. От модели станка зависят : – Длина петли ленточной пилы. Например, длина, ширина и толщина ленточного полотна соответственно 5500 х 34 х 1,1 мм. Номинальный размер длины пилы, ...

Твердосплавные ленточные пилы WIKUS выпускаются с различными геометрическими параметрами зубьев. Полная гамма производственной программы твердосплавных ленточных пил включает в себя пилы с разводкой, пилы со специальной заточкой, пилы с ...

Одним из факторов, влияющих на нормальную работу ленточной пилы, является усилие натяжения. Натяжение обеспечивается ведомым шкивом, продольное перемещение которого, выполняет узел натяжения. Узел натяжения, в зависимости от модели ...

Стандартный зуб (S) Передний угол = 0°, для резки: материалов, образующих короткую стружку; сталей с высоким содержанием углерода; инструментальных сталей и чугунов; заготовок с малыми сечениями тонкостенных профилей. Профильный зуб (Р) Передний ...

Для выбора алмазные ленточных пил WIKUS рекомендуется применять представленную таблицу. Если Вам необходима более детальная информация, просим обращаться за консультациями к нашим специалистам. Вид ленточного полотна Алмаз Артикулы Diagrit K 570 ...

Под шагом подразумевается количество зубьев на один дюйм (tpi). 1 дюйм = 25,4 мм. Различают постоянный шаг с одинаковым расстоянием между зубьями и переменный шаг с изменяющимся расстоянием между зубьями внутри одного межзубного интервала. ...

Благодаря разводке, при которой зубья выступают направо и налево относительно плоскости полотна, создается канал свободного резания ленточной пилы. Стандартная разводка (SD) Данный вид разводки универсален и применяется на всех заготовках (сталь, ...

1. Длина ленточного полотна Размер полотна зависит от применяемого ленточнопильного станка . Сведения о длине полотна для различных станков можно найти в последней части нашего каталога или в документации на станок. 2. Ширина полотна На ...

С января 2011 года компания Pedax, известный производитель оборудования для обработки стальной арматуры железобетона, и компания Arm-Tec, производитель станков Spinmaster, объединили усилия для создания мощной команды для продвижения и продаж по ...

Подвижные станки для резки арматуры для предприятий, специализирующихся на гибке арматуры, и заводов сборных железобетонных конструкций В основе почти всех предприятий Германии, занимающихся гибкой металла, лежит стандартная модель. Это связано с ...

Скоростные правильно-отрезные станки для арматурной стали дают дополнительную гибкость и коренным образом снижают нагрузку на линии резки прутковой арматуры. Благодаря этому, предприятия более оперативно реагируют на ситуацию и получают увеличение ...

