Скоростные правильно-отрезные станки для арматурной стали
 Скоростные правильно-отрезные станки для арматурной стали дают дополнительную гибкость и коренным образом снижают нагрузку на линии резки прутковой арматуры. Благодаря этому, предприятия более оперативно реагируют на ситуацию и получают увеличение производственной мощности. На заводах по производству бетона и сборных железобетонных конструкций современные гибочные линии зачастую выступают в качестве основного средства производства. Ситуация в сфере переработки арматурной стали характеризуется внешними затратами и жесткими сроками. Становится все труднее найти персонал для очень тяжелого физического труда. В последнее время прорисовывается растущая готовность к инвестированию в правильно-отрезные установки. Сейчас можно перерабатывать бухтовую арматурную сталь диаметром до 20 мм. Это решающим образом ведет к изменению парка оборудования и производственных структур.
Скоростные правильно-отрезные станки для арматурной стали дают дополнительную гибкость и коренным образом снижают нагрузку на линии резки прутковой арматуры. Благодаря этому, предприятия более оперативно реагируют на ситуацию и получают увеличение производственной мощности. На заводах по производству бетона и сборных железобетонных конструкций современные гибочные линии зачастую выступают в качестве основного средства производства. Ситуация в сфере переработки арматурной стали характеризуется внешними затратами и жесткими сроками. Становится все труднее найти персонал для очень тяжелого физического труда. В последнее время прорисовывается растущая готовность к инвестированию в правильно-отрезные установки. Сейчас можно перерабатывать бухтовую арматурную сталь диаметром до 20 мм. Это решающим образом ведет к изменению парка оборудования и производственных структур. Различают роторные и роликовые правильно-отрезные станки. Станки роторного типа в свою очередь делятся на роторы с правильными «сухарями» и правильные роторы с гиперболическими роликами. Особенности технологии роторных правильно-отрезных установок обеспечивают великолепное качество правки.Кроме того, роторы с гиперболическими правильными роликами максимально щадят ребристую поверхность арматуры.Роликовые правильно-отрезные установки работают быстро, надежно и обеспечивают хорошее качество правки, которое удовлетворяет большинство требований,но не обеспечивает того качества и стабильности, которым отличаются роторные правильные установки. Зато роликовые правильные линии значительно дешевле и впечатляют высокой скоростью. Таким образом, они могут представлять экономичную альтернативу для гибочных предприятий и заводов сборного железобетона.Компания Pedax предлагает обе системы, как комплексные правильные установки с гиперболической роторной технологией, так и скоростные роликовые правильные линии различной конструкции.
Новая роликовая правильно-отрезная установка Twincut 12
Pedax включили в свою программу новую роликовую правильно-отрезную установку Twincut 12, которая предназначена для обработки бухтовой арматурной стали диаметром до 12 мм и оснащена современным сервоприводом и системой управления от фирмы B+R. Twincut 12 является станком для обработки арматурной стали из бухты. Он предназначен для одновременной обработки двух прутков диаметром от 6 до 10 мм и одиночной обработки диаметра 12 мм.Сервопривод правильно-отрезного станкаTwincut 12 впечатляет малым потреблением электроэнергии, низкими затратами на техническое обслуживание и низким уровнем шума. Два роликовых правильных узла, каждый из которых оснащен девятью парами правильных роликов обеспечивают очень хорошее качество правки. Правильные узлы автоматически настраиваются с помощью электродвигателей. Настройки можно выполнять для всего правильного узла или для отдельных пар правильных роликов. Это позволяет получить оптимальный результат правки. Сохраненные настройки можно воспроизвести в любое время. Простая коррекция происходит в процессе работы, параметры коррекции автоматически вступают в силу и сохраняются примерно через пять секунд.Усилие втягивания транспортных роликов составляет от 10 000 до 20 000 Н. Средняя потребляемая мощность очень низка - от 4 до 6 кВт. Блок протяжки,который размещен между первым и вторым правильным узлом, состоит из двух пар роликов, приводимых в действие серводвигателем. Измерения выполняются с высокой точностью с помощью мерных колес с пневматической пода-чей. Система резки состоит из ножниц с электроприводом, которые оснащены подачей для одиночного и двойного прутка. Ножницы рассчитаны на высокую тактовую частоту и имеют особо прочную конструкцию. Пользовательский интерфейс ориентирован на процесс и интуитивно понятен. Управление машиной очень простое и обучение занимает минимальное время.Оператор ориентируется через логически построенное меню.В соответствии с базовым станком компания Pedax поставляет различные размоточные устройства со свободным вращением или с приводом, с автоматической заменой прутка, транспортировочные конвейеры, системы поддонов и накопительные устройства для простой сборки нарезанных арматурных прутков. Всеобъемлющая модульная концепция предлагает много возможностей для индивидуальной адаптации установки к соответствующим пожеланиям и местным условиям.

Роликовая правильно-отрезная установка Twincut 12, оснащенная накопительными ячейками для выправленных и нарезанных по размеру прутков
 |  |
| Стабильный, высокопроизводительный узел привода и измерительное устройство для отрезки точного размера | Логически структурированный пользовательский интерфейс с сенсорным экраном B&R. По запросу поставляется лазерный сканер для прямого считывания данных с ярлыка |
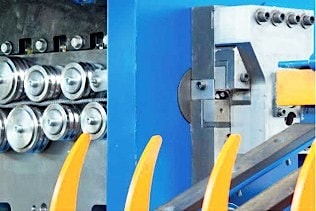 |  |
| Дополнительный блок протяжки облегчает подачу прутков в роликовые правильные узлы, расположенные соответственно горизонтально и вертикально. Роликовые правильные узлы зарекомендовали себя в правильно-гибочных автоматах Pedax | Twincut 12 рассчитан на одновременную обработку двух прутков диа- метром до 10 мм. Ножницы с электромеханическим приводом имеют особо прочную конструкцию и рассчитаны на быструю последователь- ность резов |
Технические характеристики:
| Предел прочности стали | макс. 700 Н/мм2 |
| Диаметр прутка | Одинарный пруток: 6 - 12 мм Двойной пруток: 6 - 10 мм |
| Размеры (Д x Ш x В) | 3000 x 1300 x 2145 мм |
| Рабочее напряжение | 3 x 400 В / 50 Гц |
| Установленная мощность | 24 кВт |
| Среднее энергопотребление | 4-6 кВт |
| Входной предохранитель | 63 А |
| Давление воздуха / среднее потребление | Макс. 8 бар / около 200 л/мин. |
| Производительность компрессора | мин. 520 л/мин. |
| Усилие втягивания транспортных роликов | 10 000 - 20 000 кН |
| Допуски: | Пруток +/- 1 мм/м |
Возможны изменения в конструкции.
производитель
PEDAX
Если вас заинтересовала данная информация, вы можете:
Позвонить:
Ещё из раздела СПРАВОЧНЫЕ МАТЕРИАЛЫ
Полотно пилы и ее зубья в процессе резания испытывают различные напряжения: растягивающие; изгибные на шкивах; крутильные при позиционировании зубьев в зоне резания на выходе и выходе из направляющих; напряжения от сил резания и центробежных сил. ...
SKALAR ® - обеспечивает значительное увеличение производительности и стойкости при резке различных материалов. Оригинал статьи в электронном варианте В прошлом, надёжная биметаллическая пила GIGANT ® убедительно показала высокую ...
Диск-основа пил изготовлена из углеродистой легированной стали. На предварительно подготовленный диск припаиваются твердосплавные либо металлокерамические пластины с соответствующей геометрией передней, задней и боковых поверхностей. Таким образом, ...
На сегодняшний день, на мировом рынке ленточных пил присутствует большое количество производителей полотна, не менее 20 и еще большее количество их дилеров. Таким образом, перед специалистами промышленных предприятий, обеспечивающими своё ...
Параметры ленточной пилы для выбора В предыдущей статье мы постарались указать основные моменты, которые необходимо анализировать при выборе пилы. В данной статье разберем перечень информации для анализа из блок-схемы: Блок 1.1 Длина – ширина – ...

К элементам режима резания при дисковом пилении относятся: - скорость резания; - подача в минуту; - подача на оборот; - подача на зуб. Скоростью резания при дисковом пилении называют путь, который проходят в одну минуту наиболее отдаленные от оси ...
В предыдущей статье мы рассмотрели такие наиболее распространенные поломки ленточных пил, как разрыв и сколы зубьев. Теперь остановимся на таком вопросе как отклонение от перпендикулярности пилы при резании, проще говоря «косине». Начнем с того, что ...

Чтобы уменьшить нагревание дисковой пилы при резании, тем самым уменьшить износ режущей кромки и продлить срок работы диска обязательным является охлаждение. Существует несколько способов охлаждения дисковых пил: - с использованием ...

Планирование и своевременное проведение технического обслуживания любого металлорежущего оборудования позволяет предотвратить его поломки, повышает ресурс безаварийной работы и увеличивает стойкость используемого инструмента. Рекомендации по ...

Поломка любого режущего инструмента всегда неприятна, особенно если эта поломка преждевременная и ресурс по стойкости далеко не достигнут. Ленточные пилы не являются исключением. Необходимо понимать, что любая поломка вызвана конкретными причинами. ...

Ленточное пиление, как и любая другая технология механической обработки, требует расчета и соблюдения режимов резания. Их нарушение приводит к ряду негативных последствий: снижается стойкость ленточной пилы; возможна поломка ленточной пилы; возможен ...

Жаропрочные сплавы — металлические материалы, обладающие высоким сопротивлением пластической деформации и разрушению при действии высоких температур и окислительных сред. Жаропрочные сплавы могут быть на алюминиевой, титановой, железной, медной, ...

