Резка нержавеющих сталей ленточными пилами
 Труднообрабатываемые материалы широко применяются в ведущих отраслях машиностроения – авиационной, ракетной и космической технике, а также при производстве нагревательных и теплообменных установок, ядерных реакторов, турбин и других энергетических установок.
Труднообрабатываемые материалы широко применяются в ведущих отраслях машиностроения – авиационной, ракетной и космической технике, а также при производстве нагревательных и теплообменных установок, ядерных реакторов, турбин и других энергетических установок. 
Несмотря на совершенствование заготовительных процессов, таких как точные виды литья, штамповки, порошковой металлургии, они до сих пор не обеспечивают заданных требований к точности, качеству поверхности и других эксплуатационных характеристик.
Поэтому обработка резанием является одним из основных технологических методов получения деталей из жаропрочных и нержавеющих сталей. Это обуславливает востребованность ленточно-отрезной технологии для получения заготовок под последующую обработку резанием.
С развитием техники происходит непрерывное совершенствование эксплуатационных характеристик материалов – их прочности, твердости, ударной вязкости, жаропрочности, стойкости к коррозии и др.
Появление новых материалов требует понимания и развития технологии их резки.
Поэтому практическая задача изучения процесса резания труднообрабатываемых материалов заключается в правильном выборе инструмента, оборудования и назначение таких условий обработки, при которых обеспечиваются заданное качество, наименьшая себестоимость изготавливаемых деталей, а также достигается максимально возможная производительность.
В данной статье затронем одну из групп труднообрабатываемых материалов - нержавеющие сплавы.
Нержавеющим называется материал, обладающий высоким сопротивлением коррозии в агрессивных средах, прежде всего в атмосфере воздуха, паров воды и кислот.
Нержавеющие сплавы обладают рядом физико-механических свойств, обуславливающих их технологические свойства по обрабатываемости резанием.
Сравнение значений механических характеристик нержавеющих сталей и сплавов со сталью 45 показывает, что, включая титановый сплав, значения истинного предела прочности Sк, предела прочности σв и твердости НВ при обычной температуре и отсутствии деформации (упрочнения), примерно равны.
Поэтому худшая обрабатываемость нержавеющих материалов определяется другими физико-механическими и химическими свойствами и прежде всего структурой, механическими характеристиками, определяющими их свойства не только в исходном, но и в упрочненном состоянии и при нагреве.
Основные особенности резания нержавеющих сталей и сплавов, затрудняющие их механическую обработку:
- Высокое упрочнение материала в процессе деформации резанием.
Повышенная упрочняемость жаропрочных и нержавеющих сталей и сплавов объясняется специфическими особенностями строения кристаллической решетки этих материалов. Известно, что пластичность материалов определяется числом возможных направлений скольжения. Кристаллы сталей ферритоперлитной группы имеют решетку пространственно центрированного куба с восемью возможными направлениями скольжения. Кристаллы сталей аустенитного класса имеют форму гранецентрированного куба с 12 возможными направлениями скольжения. Вследствие этого стали аустенитного класса более пластичны или имеют большую способность к упрочнению.
Для стали Х18Н10Т упрочнение поверхностного слоя после резания может достигать до 2 раз, сплавов 4Х12Н8Г8МФБ (ЭИ481), ХН70ВМТЮ (ЭИ617) достигает 60-65%, в то время как для обычных сталей эти значения намного ниже. - Малая теплопроводность обрабатываемого материала.
Приводит к повышенной температуре в зоне контакта, а, следовательно, к интенсивному схватыванию контактных поверхностей и разрушению режущей части инструмента. - Способность сохранить исходную прочность и твердость при повышенных температурах.
Приводит к высоким удельным нагрузкам на контактные поверхности инструмента в процессе резания. Например, для сплава ХН77ТЮ с увеличением температуры до 8000 С прочность изменяется незначительно, при этом прочность стали 45 при этой температуре снижается в 3-5 раз. Это слабое разупрочнение материала при нагреве в процессе резания приводит к высоким удельным нагрузкам на переднюю поверхность режущей части инструмента. Усугубляет действие этого фактора низкая теплопроводность этих материалов, благодаря чему высокая температура на контактных поверхностях не позволяет заметно снизить механические свойства по всему сечению срезаемого слоя. - Большая истирающая способность жаропрочных и нержавеющих сталей и сплавов.
Обусловлена наличием в структуре кроме твердого раствора второй фазы, образующей интерметаллидные или карбидные включения. Эти частицы действуют на рабочие поверхности инструмента подобно абразиву, приводя к увеличенному износу. Большое значение имеют также структурные превращения, происходящие в этих материалах в процессе пластической деформации и сопровождающиеся выпадением карбидов. Повышенная истирающая способность жаропрочных материалов вызывает необходимость применять инструментальные материалы, имеющие наряду с большой прочностью также высокую износостойкость. Большое значение при этом имеет шероховатость рабочих поверхностей инструмента. - Пониженная виброустойчивость движения резания.
Обусловленная высокой упрочняемостью нержавеющих и жаропрочных материалов при неравномерности протекания процесса их пластического деформирования. Возникновение вибраций приводит к переменным силовым и тепловым нагрузкам на рабочие поверхности инструмента, следовательно, к микро и макровыкрашиваниям режущих кромок.
1. Резка сталей марки 12Х18Н10Т и аналогичных на небольших консольных станках связана с явлением снижения заданной подачи. Снижение подачи приводит к увеличению температуры и преждевременному износу режущей кромки. Снижение подачи связано с тем, что зачастую подача на консольных станках происходит под действием веса пильной рамы. В момент превышения сил резания над усилием подачи, заданная подача снижается. Причем, чем больше диаметр заготовки и хуже обрабатываемость, тем сильнее падение подачи.
Решениями данной проблемы могут быть: 1) принудительное увеличение веса пильной рамы, путем добавления грузов; 2) применение пил с большим передним углом и ступенчатой схемой разводки.
Для стали 20Х13 подобного явления не наблюдается, за исключением приближения момента критического износа пил.
2. Резка сталей марки 12Х18Н10Т и аналогичных, возможна 3 видами материалов режущих кромок: М42, М71 и твердым сплавом. Разница при работе указанными материалами будет заключатся в стойкости, производительности и качестве поверхности реза.
Выбор режущей кромки М42 целесообразен для небольшого объема нержавейки в номенклатуре производства с размером заготовок до 200 мм. Средняя стойкость при этом для пил М42 составляет 0,2 м2 на погонный метр пилы.
Выбор режущей кромки М71 целесообразен для средних объемов нержавейки в номенклатуре производства с размером заготовок до 400 мм. Средняя стойкость при этом для пил М71 составляет 0,6 м2 на погонный метр пилы.
Твердосплавные пилы обладают наибольшим ресурсом по стойкости и производительности, однако цена данных пил в несколько раз больше чем у биметаллических. Поэтому применение данных пил целесообразно на предприятиях по производству или торговле нержавеющими сталями. Для внедрения данных пил должен быть произведен экономический расчёт и обоснование. Средняя стойкость при этом для твердосплавных пил составляет 1,2 м2 на погонный метр пилы.
Резка стали 20Х13 не вызывает особых трудностей и успешно осуществляется пилами с зубом М42. Однако применение пил М71 или твердого сплава приводит к увеличению стойкости или появляется возможность увеличить производительность.
3. Кроме материала режущей кромки в конструкции пилы для резки нержавейки можно выбрать форму зуба, схему заточки и схему разводки.
Для биметаллических пил оптимальным значением величины переднего угла является +13° и выше. Чем больше передний угол, тем с меньшим усилием происходит процесс резания.
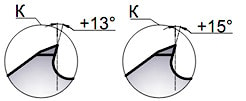
При этом нержавейки марок 08Х13, 20Х13 и др. можно эффективно резать пилами с передним углом +10°.
С точки зрения разводки для нержавейки эффективно применение ступенчатой схемы разведения зубьев, что приводит к разделению снимаемой стружки и снижение усилий резания.

Из твердосплавных ленточных пил для нержавейки необходимо выбирать варианты, имеющие групповую схему заточки зубьев обладающие разной шириной режущих кромок и разной высотой зубьев. При этом, чем большее число зубьев в группе, тем большую производительность резания можно обеспечить.

Так же специальные твердосплавные пилы для нержавейки имеют больший передний угол.
4. К специальным средствам увеличения эффективности резки нержавеющих сталей относят износостойкое покрытие и меркуризацию.
Износостойкое покрытие позволяет повысить стойкость пилы до 2 раз, при сохранении режимов резания или повысить производительность до 50% с сохранением стойкости.
Меркуризация пилы заключается в придании спинке полотна специального профиля. Это позволяет искусственно уменьшить ширину пропила путем наклона пилы относительно поверхности резания.

Данные способы повышения эффективности работы пилы применяются так же для резки титановых и никелевых сплавов, резка которых, как и для нержавейки связана со схожими трудностями.
5. Важно для резки нержавеющих сталей правильно выбрать режимы резания. Для этого можно воспользоваться кратким справочником специалиста ленточного пиления компании ВИ-МЕНС.
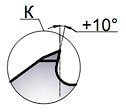
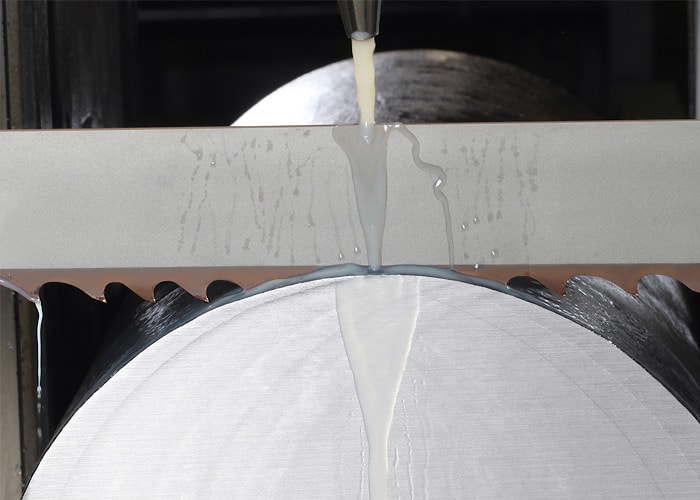
6. По причине низкой теплопроводности нержавеющих сталей и концентрации высоких температур на режущих кромках важно обеспечить максимальное их охлаждение.
Поэтому резка нержавейки требует применения только смазочно-охлаждающей жидкости (применение масляного тумана неэффективно). Концентрация СОЖ должна быть: для стали 20Х13 не менее 7%; для стали 12Х18Н10Т не менее 10%. Наиболее эффективной является схема подачи СОЖ в зону резания по 3 точкам: в начало, в конец и в середину заготовки.
По причине сильного налипания стружки нержавеющих сталей на зубья пилы целесообразно иметь щетки очистки стружки на станке и обеспечивать их эффективную работу.
Таким образом, общие рекомендации по резке нержавеющих сталей можно свести в одну схему:

В линейке ленточных пил VI-MENS можно выделить следующие пилы с кратким указанием их применимости:
- VI-MENS art. 108 М42 – стандартные пилы для резки профильных заготовок из нержавеющих сталей;
- VI-MENS art. 109 М42 – стандартные пилы для резки сплошных заготовок из нержавеющих сталей;
- VI-MENS art. 139 М42 – специализированные пилы для резки сплошных заготовок из нержавеющих сталей;
- VI-MENS art. 301 М71 – пилы повышенной стойкости для резки сплошных заготовок из нержавеющих сталей;
- VI-MENS art. 307 М71 – специализированные пилы повышенной стойкости для резки сплошных заготовок из нержавеющих сталей;
- VI-MENS art. 604 и VI-MENS art. 501 – твердосплавные ленточные пилы начального уровня для резки сплошных заготовок из нержавеющих сталей;
- VI-MENS art. 505 – высокопроизводительная твердосплавная ленточная пила для резки сплошных заготовок из нержавеющих сталей;
- VI-MENS art. 505 SV М71 – специализированная высокопроизводительная твердосплавная ленточная пила для резки сплошных заготовок из нержавеющих сталей.
Для более подробной информации обращаться по телефону +7 (495) 668-10-72 - доб. 4 инженер-технолог Густяков Павел Вадимович.
Если вас заинтересовала данная информация, вы можете:
Позвонить:
Ещё из раздела СПРАВОЧНЫЕ МАТЕРИАЛЫ

Благодаря разводке, при которой зубья выступают направо и налево относительно плоскости полотна, создается канал свободного резания ленточной пилы. Стандартная разводка (SD) Данный вид разводки универсален и применяется на всех заготовках (сталь, ...

1. Длина ленточного полотна Размер полотна зависит от применяемого ленточнопильного станка . Сведения о длине полотна для различных станков можно найти в последней части нашего каталога или в документации на станок. 2. Ширина полотна На ...

С января 2011 года компания Pedax, известный производитель оборудования для обработки стальной арматуры железобетона, и компания Arm-Tec, производитель станков Spinmaster, объединили усилия для создания мощной команды для продвижения и продаж по ...

Подвижные станки для резки арматуры для предприятий, специализирующихся на гибке арматуры, и заводов сборных железобетонных конструкций В основе почти всех предприятий Германии, занимающихся гибкой металла, лежит стандартная модель. Это связано с ...

Скоростные правильно-отрезные станки для арматурной стали дают дополнительную гибкость и коренным образом снижают нагрузку на линии резки прутковой арматуры. Благодаря этому, предприятия более оперативно реагируют на ситуацию и получают увеличение ...

Ленточные пилы VI-MENS выпускаются с различными типами режущей кромки, разводки, геометрических параметров зубьев для получения максимально высоких показателей в обработке материалов заготовок. Для облегчения выбора типа ленточных пил, в зависимости ...
Полотно пилы и ее зубья в процессе резания испытывают различные напряжения: растягивающие; изгибные на шкивах; крутильные при позиционировании зубьев в зоне резания на выходе и выходе из направляющих; напряжения от сил резания и центробежных сил. ...
SKALAR ® - обеспечивает значительное увеличение производительности и стойкости при резке различных материалов. Оригинал статьи в электронном варианте В прошлом, надёжная биметаллическая пила GIGANT ® убедительно показала высокую ...
Диск-основа пил изготовлена из углеродистой легированной стали. На предварительно подготовленный диск припаиваются твердосплавные либо металлокерамические пластины с соответствующей геометрией передней, задней и боковых поверхностей. Таким образом, ...
На сегодняшний день, на мировом рынке ленточных пил присутствует большое количество производителей полотна, не менее 20 и еще большее количество их дилеров. Таким образом, перед специалистами промышленных предприятий, обеспечивающими своё ...
Параметры ленточной пилы для выбора В предыдущей статье мы постарались указать основные моменты, которые необходимо анализировать при выборе пилы. В данной статье разберем перечень информации для анализа из блок-схемы: Блок 1.1 Длина – ширина – ...

К элементам режима резания при дисковом пилении относятся: - скорость резания; - подача в минуту; - подача на оборот; - подача на зуб. Скоростью резания при дисковом пилении называют путь, который проходят в одну минуту наиболее отдаленные от оси ...

