Основные термины и определения: скорость резания
 Основные термины и определения в ленточном пилении: скорость резания, производительность, подача
Основные термины и определения в ленточном пилении: скорость резания, производительность, подача СКОРОСТЬ РЕЗАНИЯ [V] – это путь точки режущего лезвия инструмента относительно заготовки в направлении главного движения в единицу времени. Скорость резания измеряется в метрах в минуту (м/мин).
В ленточном пилении скорость резания есть скорость движения (вращения) ленточного полотна (м/мин).
Скорость резания назначают по соответствующим нормативным таблицам в зависимости от материала заготовки (согласно рекомендациям фирмы-производителя ленточного полотна), а также в зависимости от габаритов заготовки (пакета заготовок) и типа применяемого оборудования.
Диапазон скоростей для пиления сортового проката из большинства металлов и сплавов находится в пределах 10-150 м/мин, для алюминия и цветных металлов – 150-3000 м/мин. Чем меньше способность материала к обрабатываемости, тем ниже должна быть скорость резания.
Следует учитывать, что на недорогих и простых моделях станков скорость резания не всегда отображается с необходимой точностью. Поэтому для уточнения ее фактического значения (Vфакт) применяют специальный измерительный прибор – тахометр.
Также можно пользоваться способом визуального контроля, для чего необходимо пометить полотно в любой точке (в качестве метки можно использовать сварной шов), далее визуально считается определенное количество оборотов метки и замеряется время. После чего расчет производят по формуле:
где L – длина полотна пилы, м;
k – количество оборотов метки за время Tрез, сек.
Пример: длина полотна пилы L = 4400 мм = 4,4 м; k = 10 оборотов пила совершила за время Tрез = 36 сек. Тогда:

ПРОИЗВОДИТЕЛЬНОСТЬ [Q]
В ленточном пилении под понятием «скорость подачи» рассматривают производительность – количество материала, разрезанного пилой за одну минуту. Измеряется в см²/мин. Соответственно определяется на основании площади поперечного сечения заготовки (см²) и времени пиления (мин).
Как и скорость резания, производительность является табличной величиной, зависящей также от материала, габаритных размеров заготовок и типа оборудования.
Чтобы установить требуемую фактическую производительность в процессе пиления (Qфакт), следует пользоваться расчетной формулой:
где S – площадь поперечного сечения заготовки (пакета заготовок), см². Для заготовок круглого сечения S = πd²/4;
Трез – время резания (основное время) одной заготовки (пакета заготовок), мин.
Можно также, измерив время резания одной заготовки (пакета), воспользоваться данными специальной таблицы зависимости величины производительности от времени резания.
ТАБЛИЦА: Время резания заготовок различных диаметров при разной производительности
Производительность Q см²/мин
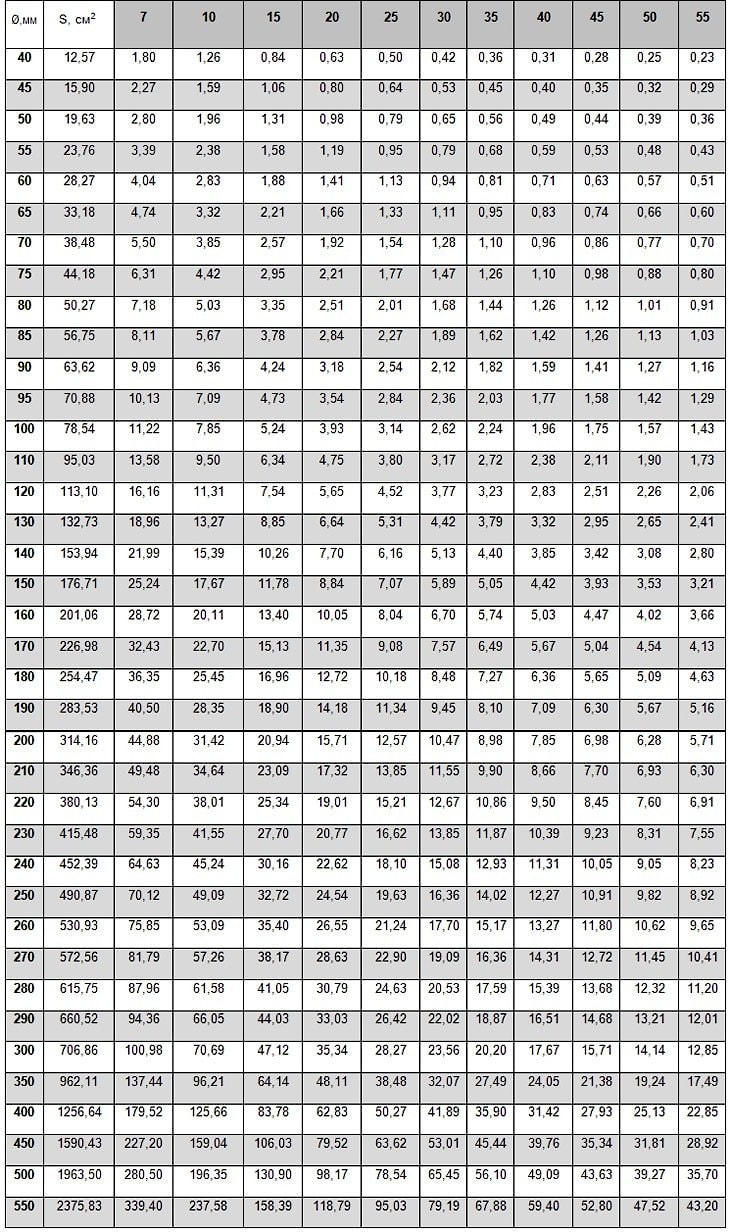
Следует учитывать, что по мере износа (затупления) зубьев ленточного полотна фактическая производительность значительно снижается.
ПОДАЧА [Vf]
Под подачей в ленточном пилении понимают скорость опускания пильной рамы, мм/мин. На некоторых моделях станков регулятор управления подачей пильной рамы может быть тарирован (градуирован) в таких единицах, как мм/мин.
Фактическая подача рассчитывается следующим образом:
где Ø (h) – диаметр (высота, максимальная ширина пропила), мм;
Трез – время резания одной заготовки, мин.
Чаще всего у станков с гидравлической подачей рукоятка управления скоростью опускания пильной рамы имеет градуировку от одного до десяти. Для правильного выбора величины подачи необходимо выполнить четыре действия. Рассмотрим их на следующем примере.
ПРИМЕР: Круг d = 110 мм (площадь поперечного сечения S = 95 см²), материал – Сталь 45, станок мод. МЕВА 335 Eco – line с гидравлическим опусканием пильной рамы.
1. По справочной таблице для биметаллических пил Wikus, для стали 45, выбираем среднюю величину производительности Q = 55 см²/мин.
2. Рассчитываем теоретическое время резания:
3. Определяем величину подачи:
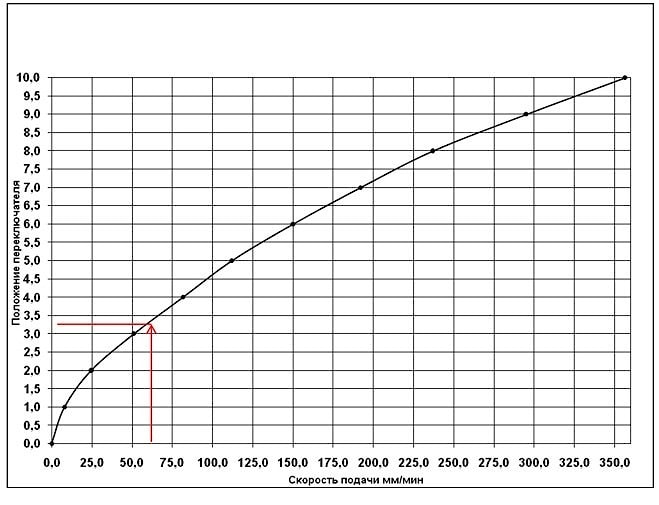
4. По графику зависимости скорости подачи от положения переключателя (см. паспорт станка МЕВА 335 Eco - Line) согласно рассчитанной подаче Vf выбираем требуемое положение регулятора. В нашем случае Vf = 63 мм/мин, следовательно, положение регулятора будет находиться в пределах 3,2 – 3,4 (см. рис.1).
Рис. 1: График определения подачи в станках с гидравлическим регулированием скорости опускания пильной рамы.
производитель
WIKUS
Если вас заинтересовала данная информация, вы можете:
Позвонить:
Ещё из раздела СПРАВОЧНЫЕ МАТЕРИАЛЫ

При использовании биметаллических ленточных пил во время обработки заготовок большого поперечного сечения увеличивается производительность и стойкость инструмента. В металлообрабатывающей промышленности уже давно мечтают о том, чтобы улучшить ...

Первым производственным шагом в механообработке в процессе изготовления продукции зачастую является получение заготовок с помощью ленточного пиления. Это отрезка (раскрой) исходного сырья на требуемые мерные куски. Поскольку для обеспечения ...
Под стойкостью режущего инструмента в металлообработке понимается время непрерывной работы инструмента от переточки до переточки либо до выхода из строя. В ленточном пилении стойкость ленточного полотна оценивается по общему количеству отрезанного ...

Существуют следующие виды материалов, из которых изготавливаются ленточные пилы Wikus: - инструментальные стали (« пилы из инструментальных сталей »); - быстрорежущие стали (« биметаллические пилы »); - твердый сплав (« ...

Правильная приработка полотна гарантирует продолжительный срок службы ленточного полотна 1. У режущей кромки нового полотна очень малый радиус кромки. 2. После правильной приработки возникает оптимально скругленная режущая кромка. 3. Повышенная ...
Последовательность действий при выборе ленточных пил 1. Модель станка. От модели станка зависят : – Длина петли ленточной пилы. Например, длина, ширина и толщина ленточного полотна соответственно 5500 х 34 х 1,1 мм. Номинальный размер длины пилы, ...

Твердосплавные ленточные пилы WIKUS выпускаются с различными геометрическими параметрами зубьев. Полная гамма производственной программы твердосплавных ленточных пил включает в себя пилы с разводкой, пилы со специальной заточкой, пилы с ...

Одним из факторов, влияющих на нормальную работу ленточной пилы, является усилие натяжения. Натяжение обеспечивается ведомым шкивом, продольное перемещение которого, выполняет узел натяжения. Узел натяжения, в зависимости от модели ...

Стандартный зуб (S) Передний угол = 0°, для резки: материалов, образующих короткую стружку; сталей с высоким содержанием углерода; инструментальных сталей и чугунов; заготовок с малыми сечениями тонкостенных профилей. Профильный зуб (Р) Передний ...

Для выбора алмазные ленточных пил WIKUS рекомендуется применять представленную таблицу. Если Вам необходима более детальная информация, просим обращаться за консультациями к нашим специалистам. Вид ленточного полотна Алмаз Артикулы Diagrit K 570 ...
Под шагом подразумевается количество зубьев на один дюйм (tpi). 1 дюйм = 25,4 мм. Различают постоянный шаг с одинаковым расстоянием между зубьями и переменный шаг с изменяющимся расстоянием между зубьями внутри одного межзубного интервала. ...
Благодаря разводке, при которой зубья выступают направо и налево относительно плоскости полотна, создается канал свободного резания ленточной пилы. Стандартная разводка (SD) Данный вид разводки универсален и применяется на всех заготовках (сталь, ...
